Grooving Systems
One workpiece, Five solutions
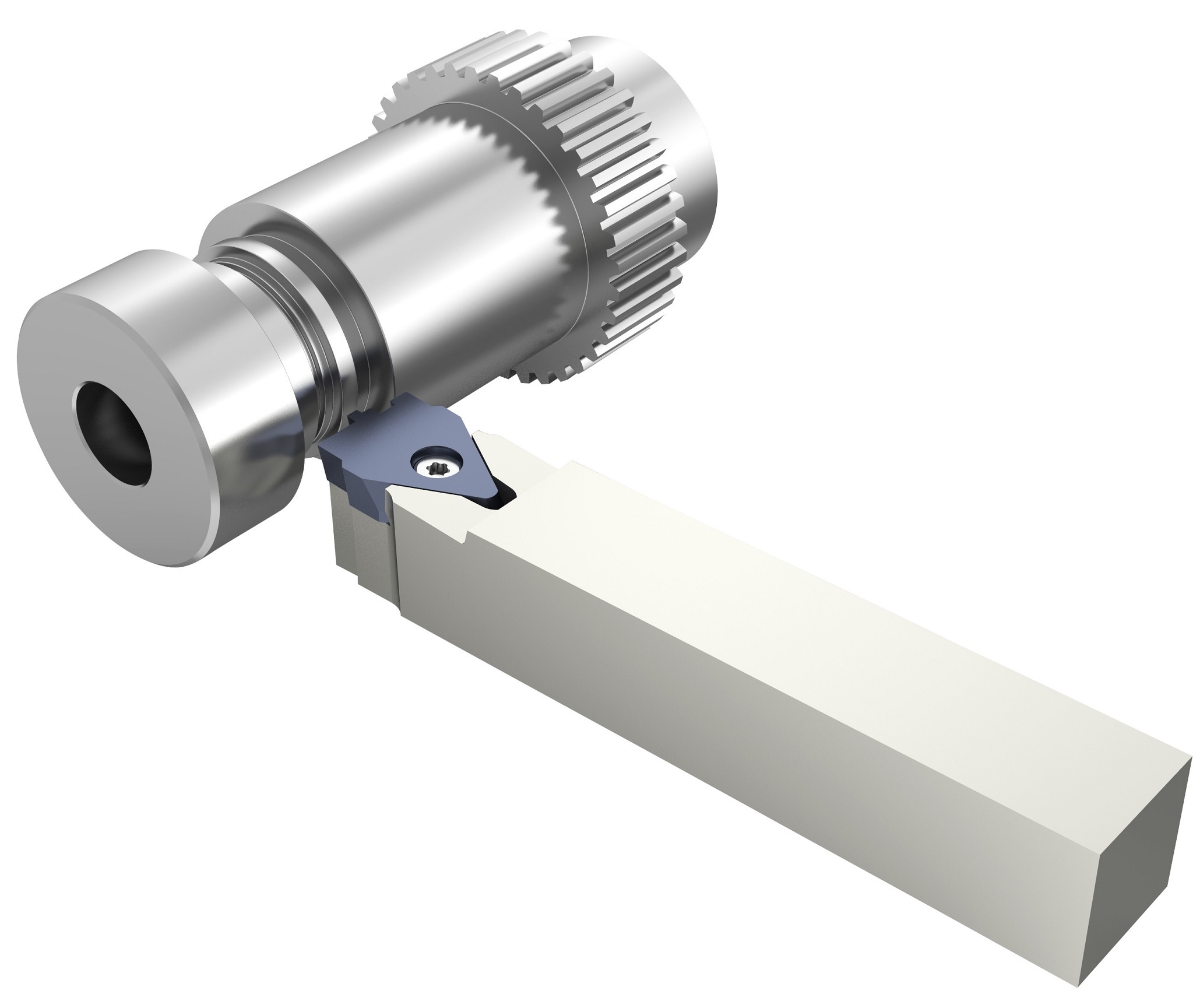
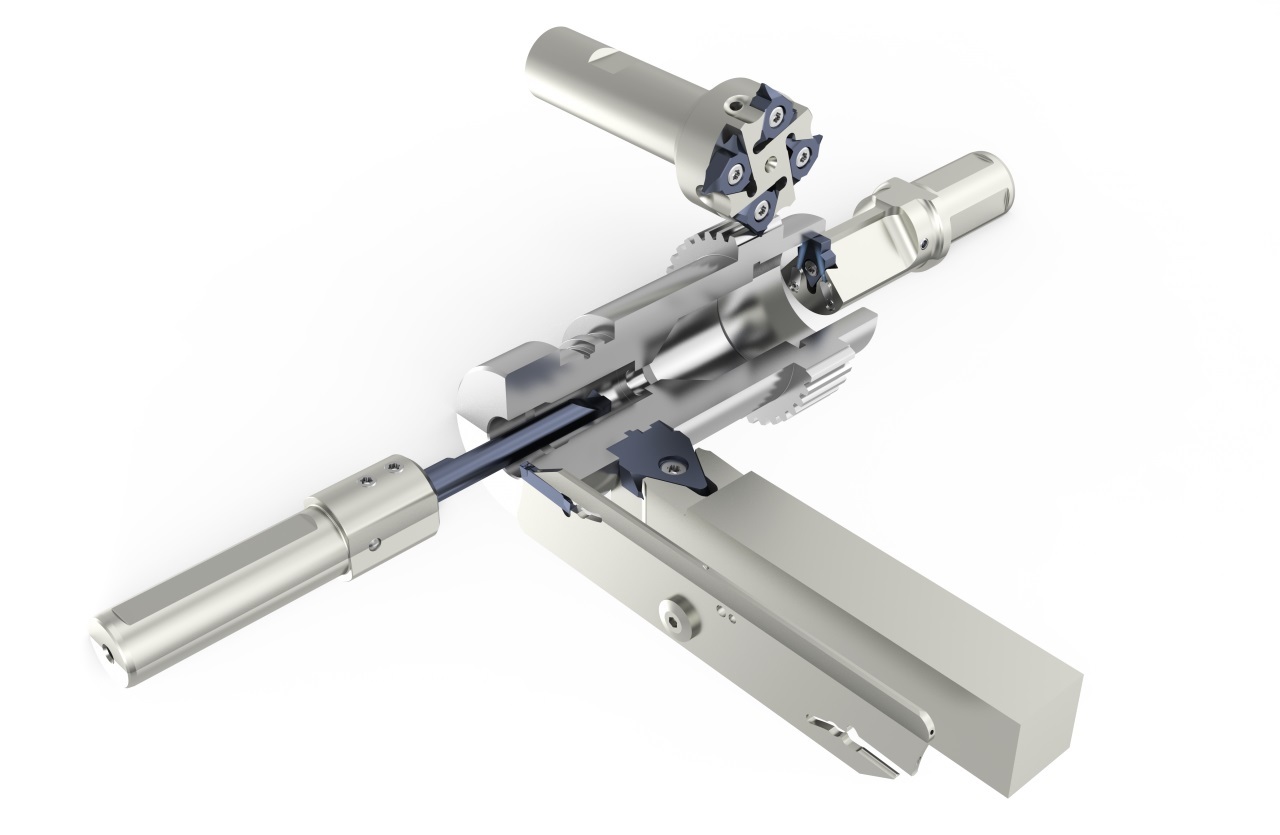
One component that requires different turning and grooving tools to be used is the drive shaft. These shafts have to withstand the highest strength and toughness requirements and are therefore manufactured from high-strength and alloyed steels. Here, as an example, 42CrMo4with a strength of 900 to 1200 N/mm2. Secure internal cooling is advisable; oil or emulsion is usually used in these materials. Using this drive shaft as an example, we will show you five typical machining tasks and how you can master them perfectly and economically using our grooving tools.